Un expert înturnare sub presiune gravitațională - Ningbo Yinzhou Xuxing Machinery Co.,Ltd.astăzi vă spune clasificarea și diferitele caracteristici aleturnare sub presiune gravitațională.
Al nostruTurnare prin gravitateProdusele artizanale au fost recunoscute de clienții noștri pentru măiestria lor excelentă și calitatea excelentă!
Există multe metode de proces pentru transformarea materialelor metalice în produsele dorite, cum ar fi turnarea, forjarea, extrudarea, laminarea, trefilarea, ștanțarea, tăierea, metalurgia pulberilor și așa mai departe. Dintre acestea, turnarea este cel mai de bază, cel mai des folosit și cel mai extins proces.
Metalul topit este turnat într-o matriță goală din materiale rezistente la temperaturi înalte, iar după condensare se obține un produs de forma dorită, care este turnat. Produsul rezultat este o turnare.
Turnarea poate fi împărțită în turnare de metale feroase (inclusiv fontă, oțel turnat) și turnare de metale neferoase (inclusiv aliaj de aluminiu, aliaj de cupru, aliaj de zinc, aliaj de magneziu etc.) în funcție de materialul turnării. Fabrica de turnare de precizie neferoase este specializată în turnarea metalelor neferoase, cu accent pe turnarea aliajelor de aluminiu și aliajelor de zinc.
Turnarea poate fi împărțită în turnare cu nisip și turnare metal în funcție de materialul matriței de turnare. Fabrica de turnare de precizie este la îndemână atât cu procesele de turnare, cât și proiectează și fabrică singure aceste două tipuri de matrițe de turnare.
Turnarea poate fi, de asemenea, împărțită în turnare gravitațională și turnare sub presiune, în funcție de procesul de turnare a metalului topit. Turnarea gravitațională se referă la un proces în care metalul topit este injectat într-o matriță sub acțiunea gravitației pământului, cunoscut și sub denumirea de turnare. Turnarea gravitațională în sens larg include turnarea cu nisip, turnarea metalelor, turnarea cu investiții, turnarea cu spumă pierdută, turnarea cu noroi etc.; turnarea gravitațională în sens restrâns se referă la turnarea metalului. Turnarea sub presiune se referă la un proces în care metalul topit este injectat într-o matriță sub acțiunea altor forțe externe (cu excepția gravitației). Turnarea sub presiune în sens larg include turnarea sub presiune și turnarea în vid a mașinilor de turnare sub presiune, turnarea la presiune joasă, turnarea centrifugă etc.; turnarea sub presiune în sens restrâns se referă la turnarea sub presiune a metalului a mașinilor de turnare sub presiune, denumită turnare sub presiune. Fabrica de turnare de precizie este de mult timp angajată în turnarea gravitațională a matrițelor de nisip și metal. Aceste procese de turnare sunt cele mai utilizate în turnarea metalelor neferoase și au cele mai mici prețuri relative.
turnare cu nisip
Turnarea cu nisip este un proces tradițional de turnare care folosește nisip ca principal material de turnare pentru a face matrițe. Formele de nisip folosesc, în general, turnarea gravitațională, iar turnarea la presiune joasă, turnarea centrifugă și alte procese pot fi, de asemenea, utilizate atunci când există cerințe speciale. Turnarea cu nisip are o gamă largă de adaptabilitate, pot fi utilizate piese mici, piese mari, piese simple, piese complexe, piese unice și loturi mari. Formele pentru turnarea în nisip erau în trecut fabricate în mare parte din lemn, cunoscute în mod obișnuit ca matrițe de lemn. Pentru a schimba dezavantajele matrițelor din lemn, cum ar fi deformarea și deteriorarea ușoară, Xudong Precision Casting Factory a schimbat toate piesele turnate din nisip produse dintr-o singură piesă în matrițe din aliaj de aluminiu sau matrițe din rășină cu precizie dimensională ridicată și durată lungă de viață. Deși prețul a crescut, este totuși mult mai ieftin decât matrița folosită pentru turnarea matriței metalice. În producția de loturi mici și piese mari, avantajul de preț este deosebit de proeminent. În plus, formele de nisip sunt mai refractare decât formele metalice, astfel încât materialele cu puncte de topire mai mari, cum ar fi aliajele de cupru și metalele feroase, sunt, de asemenea, cele mai multe utilizate în acest proces. Cu toate acestea, turnarea cu nisip are și unele neajunsuri: deoarece fiecare turnare cu nisip poate fi turnată o singură dată, turnarea este deteriorată după obținerea turnării și trebuie remodelată, astfel încât eficiența producției de turnare cu nisip este scăzută; și pentru că natura generală a nisipului este moale și poroasă, astfel încât piese turnate cu nisip au o precizie dimensională mai mică și suprafețe mai aspre. Cu toate acestea, fabrica de turnare de precizie a acumulat mulți ani de acumulare de tehnologie, ceea ce a îmbunătățit considerabil starea suprafeței turnării cu nisip, iar efectul după sablare este comparabil cu cel al turnărilor metalice.
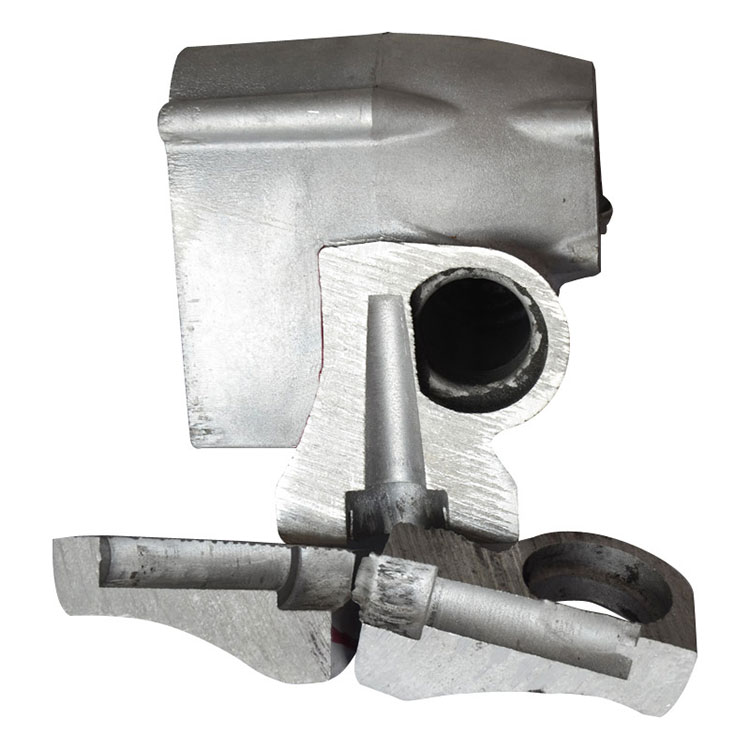
turnare matriță metalică
Este un proces modern de realizare a matrițelor de turnare goale din oțel aliat rezistent la căldură. Formele metalice pot fi turnate prin gravitație sau turnare sub presiune. Forma de turnare a matriței metalice poate fi folosită în mod repetat. De fiecare data cand este turnat metalul topit se obtine o turnare, cu o durata de viata mare si eficienta ridicata a productiei. Turnarea matriței de metal nu numai că are o precizie dimensională bună și o suprafață netedă, dar are și o rezistență mai mare decât matrița de nisip în condiția turnării aceluiași metal topit și este mai puțin probabil să fie deteriorată. Prin urmare, în producția de masă de piese turnate medii și mici de metale neferoase, atâta timp cât punctul de topire al materialului de turnare nu este prea mare, se preferă în general turnarea cu matrițe metalice. Cu toate acestea, turnarea matriței metalice are și unele deficiențe: deoarece oțelul aliat rezistent la căldură și prelucrarea cavităților goale pe acesta sunt relativ costisitoare, costul matriței al matriței metalice este mare, dar costul total al matriței de turnare sub presiune este relativ ieftin. prea mult. Pentru producția de loturi mici, costul matriței alocat fiecărui produs este evident prea mare, ceea ce în general nu este acceptabil. Și deoarece matrița matriței metalice este limitată de dimensiunea materialului matriței și de capacitatea echipamentului de prelucrare a cavităților și a echipamentului de turnare, este, de asemenea, neputincioasă pentru piese turnate deosebit de mari. Prin urmare, în producția de loturi mici și piese mari, turnarea cu matrițe metalice este rar folosită. În plus, deși matrița metalică adoptă oțel aliat rezistent la căldură, rezistența sa la căldură este încă limitată. În general, este utilizat în cea mai mare parte în turnarea aliajelor de aluminiu, aliajelor de zinc și aliajelor de magneziu. chiar mai puțin.
turnare sub presiune
Turnarea sub presiune este presiunea formelor metalice pe o mașină de turnare sub presiune și este cel mai productiv proces de turnare. Mașinile de turnare sub presiune sunt împărțite în două categorii: mașini de turnare sub presiune cu cameră caldă și mașini de turnare sub presiune cu cameră rece. Mașina de turnare sub presiune cu cameră fierbinte are un grad ridicat de automatizare, pierderi mai mici de material și o eficiență de producție mai mare decât mașina de turnare sub presiune cu cameră rece. Piesele turnate sub presiune din aliaj de aluminiu care sunt utilizate pe scară largă astăzi pot fi produse numai pe mașini de turnare sub presiune cu cameră rece datorită punctului lor de topire ridicat. Caracteristica principală a turnării sub presiune este că metalul topit umple cavitatea sub presiune mare și viteză mare și este format și solidificat la presiune înaltă. Aerul din cavitate este învelit în interiorul turnării pentru a forma pori subcutanați, astfel încât turnarea sub presiune din aliaj de aluminiu nu trebuie tratată termic, iar turnarea sub presiune din aliaj de zinc nu trebuie pulverizată pe suprafață (dar poate fi vopsită). În caz contrar, porii interni ai piesei turnate se vor dilata din cauza expansiunii termice și vor cauza deformarea sau barbotarea turnării atunci când se efectuează tratamentul menționat mai sus. În plus, alocația de tăiere mecanică a pieselor turnate sub presiune ar trebui să fie, de asemenea, mai mică, în general în jur de 0,5 mm, ceea ce poate nu numai să reducă greutatea pieselor turnate, să reducă cantitatea de tăiere pentru a reduce costurile, dar și să evite pătrunderea stratului dens de suprafață și expunerea subcutanată. pori, provocând Piesa de prelucrat este casată.