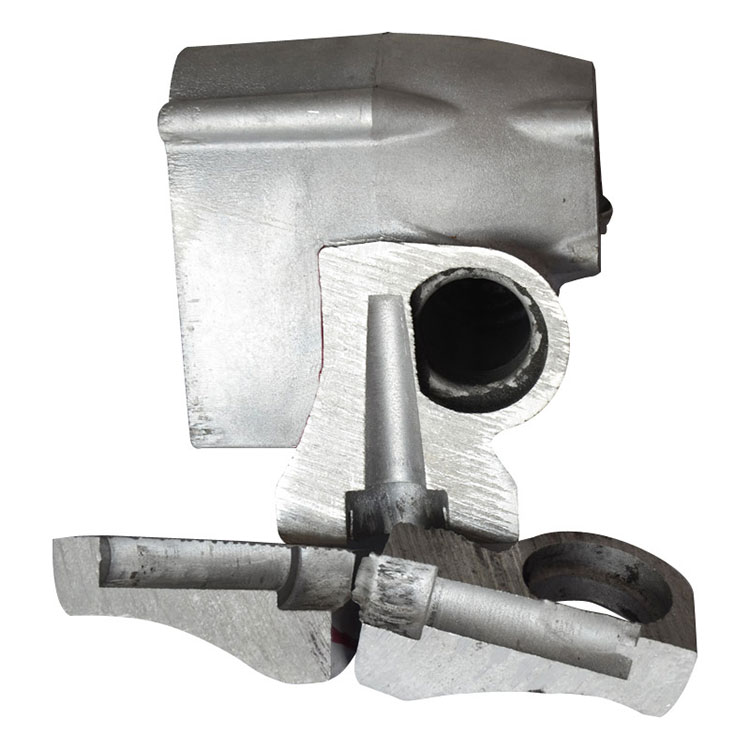
1) Testarea penetrantului lichid
( turnare de aluminiu)Testarea penetrantului lichid
(turnare de aluminiu)este utilizat pentru inspectarea diferitelor defecte de deschidere de pe suprafața pieselor turnate, cum ar fi fisurile de suprafață, găurile de suprafață și alte defecte greu de găsit cu ochiul liber. Testarea penetrantului folosit în mod obișnuit este testarea vopselei, care constă în umezirea sau pulverizarea lichidului colorat (în general roșu) (penetrant) cu permeabilitate ridicată pe suprafața de turnare, infiltrarea penetrantului în defectele de deschidere, ștergerea rapidă a stratului penetrant de suprafață și apoi pulverizați agentul de afișare ușor de uscat (cunoscut și ca dezvoltator) pe suprafața de turnare. După ce penetrantul rămas în defectul de deschidere este aspirat, agentul de afișare este vopsit, astfel încât să reflecte forma, dimensiunea și distribuția defectului. . Trebuie subliniat că acuratețea testării penetranților scade odată cu creșterea rugozității suprafeței materialului testat, adică cu cât suprafața este mai strălucitoare, cu atât efectul de detectare este mai bun. Suprafața lustruită de polizor are cea mai mare precizie de detecție și pot fi detectate chiar și fisuri intergranulare. Pe lângă detectarea coloranților, detectarea penetranților fluorescenți este, de asemenea, o metodă comună de detectare a penetranților lichidi. Trebuie să fie echipat cu lampă ultravioletă pentru observarea iradierii, iar sensibilitatea de detecție este mai mare decât cea a detectării colorantului.
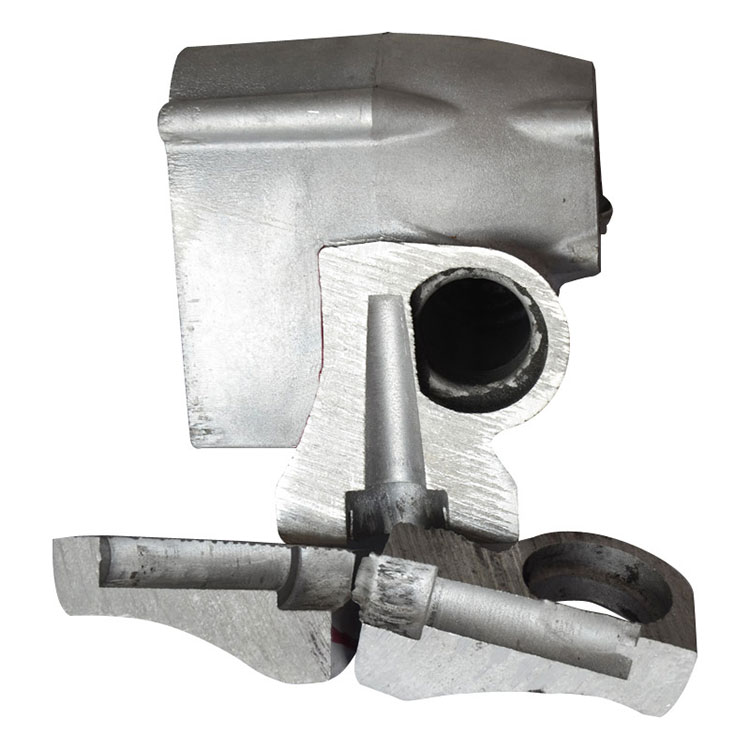
2) Testare cu curent Eddy
(turnare de aluminiu)Testare cu curent Eddy
(turnare de aluminiu)se aplică la inspecția defectelor la mai puțin de 6 ~ 7 mm adâncime sub suprafață. Testarea cu curenți turbionari este împărțită în două tipuri: metoda bobinei de plasare și metoda bobinei prin intermediul. Când piesa de testare este plasată lângă bobină cu curent alternativ, câmpul magnetic alternativ care intră în piesa de testare poate induce un curent turbionar (curent turbionar) care curge în direcția perpendiculară pe câmpul magnetic de excitație din piesa de testare. Curentul turbionar va produce un câmp magnetic opus direcției câmpului magnetic de excitație, reducând parțial câmpul magnetic inițial din bobină, ducând la schimbarea impedanței bobinei. Dacă există defecte pe suprafața de turnare, caracteristicile electrice ale curentului turbionar vor fi distorsionate pentru a detecta existența defectelor. Principalul dezavantaj al testării cu curenți turbionari este că nu poate afișa direct dimensiunea și forma defectelor detectate. În general, poate determina doar poziția suprafeței și adâncimea defectelor. În plus, sensibilitatea sa de detectare la mici defecte de deschidere de pe suprafața piesei de prelucrat nu este la fel de sensibilă ca testarea cu penetranți.